


 扫一扫
扫一扫
【MPP管道】衬塑管制造生产销售")
【MPP管道】衬塑管制造生产销售")
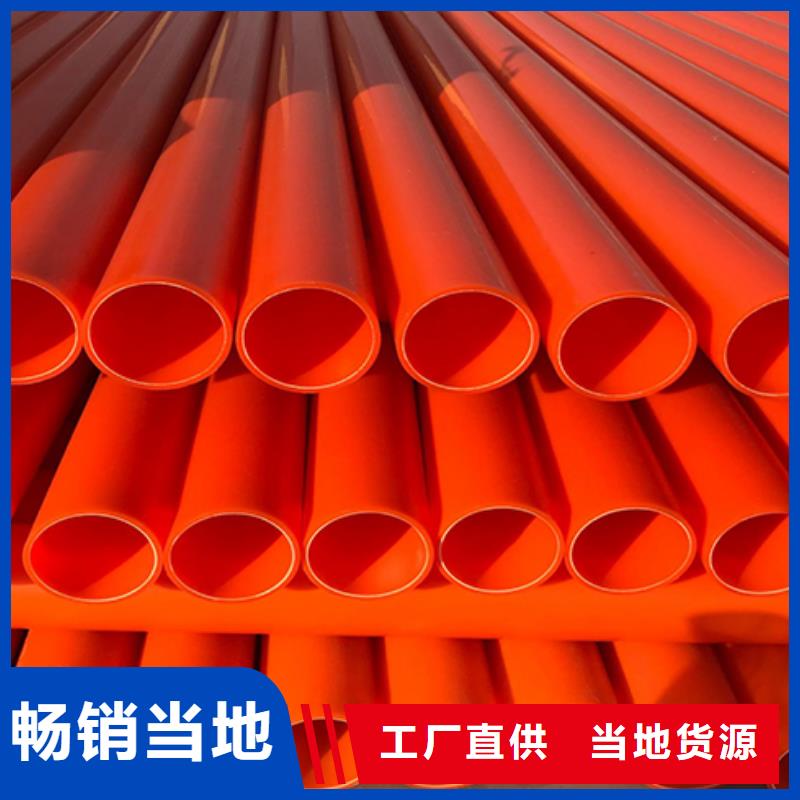
2、其次就是温度:MPP管道属于厚壁制件,为避免冷却时温差过大导致内应力,料筒温度应取较低值。料筒温度的分布,一般从料斗喷嘴温度由低到高,以使塑料温度平稳上升而达到均匀塑化的目的。为防止塑料过热,因此靠近喷嘴段温度略低。模具温度对制品内在性能和外观质量影响很大,对于PE,除充模速率外,模具温度还将直接影响制品的结晶度和结晶构型。因此,MPP管道模具适合使用中等模温,对于PE材料来说,冷却速率适宜、塑料的结晶度适中,具有较好的物理和力学性能。
3、末尾把握好时间:在整个成型周期中,注射时间和冷却时间对制品质量均有决定性的影响。
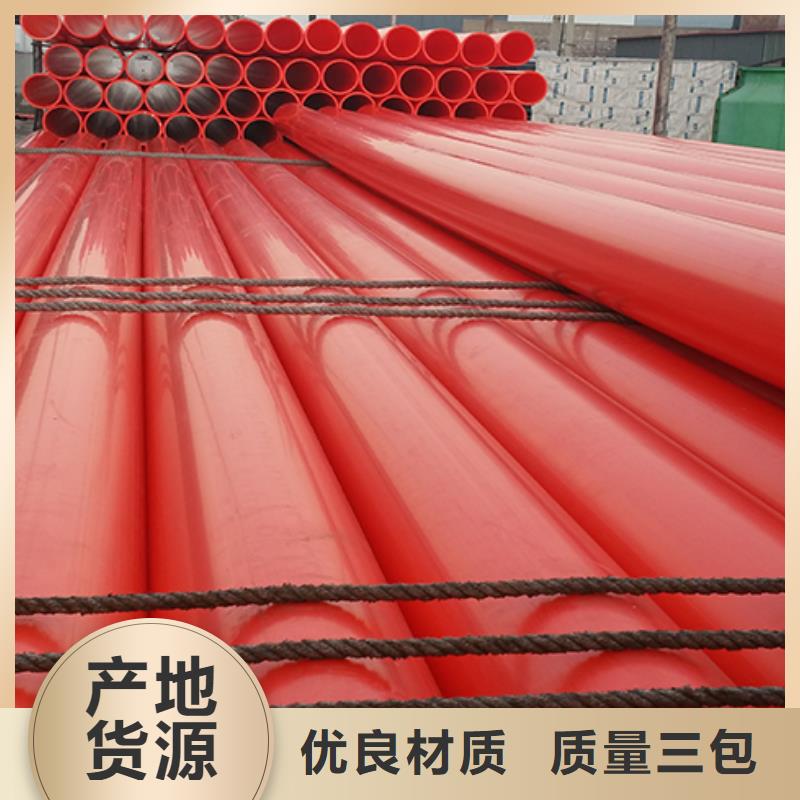
在生产MPP管道的时候通过使用注塑成型工艺,来增加其使用效率及延长其使用使用期,所以我们首先从压力,温度以及时间方面来考虑,并且注重材料的选择,从而达到标准的生产要求。
【MPP管道】衬塑管制造生产销售")
【MPP管道】衬塑管制造生产销售")
【MPP管道】衬塑管制造生产销售")
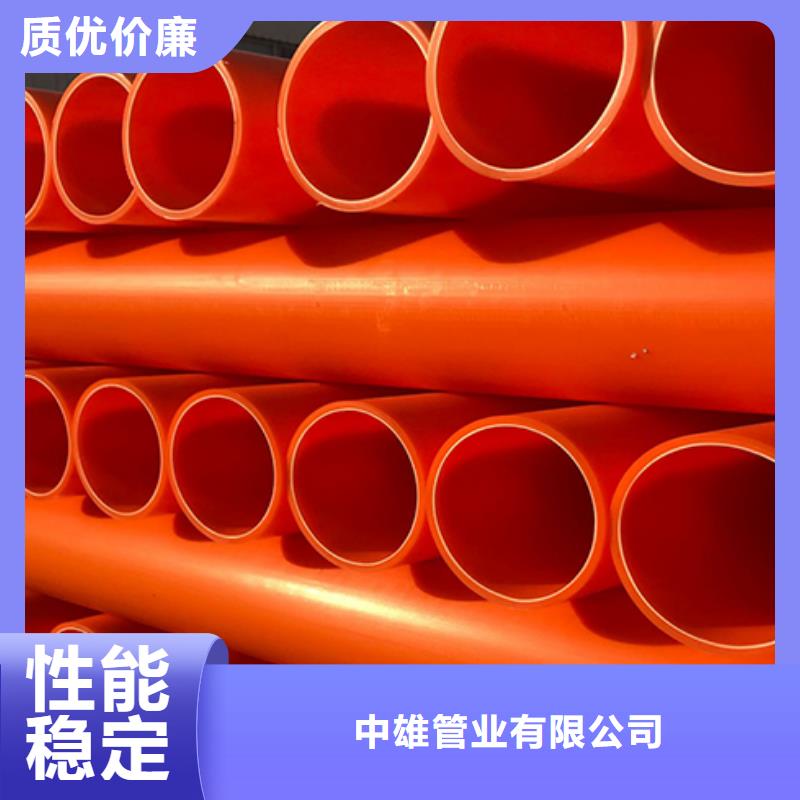
中雄管业有限公司在 湘潭钢衬塑管道、生产上始终坚持将科技创新及市场实际需求放在首位。吸取国内外先进技术,致力 湘潭钢衬塑管道、技术攻关,公司引进了先进的 湘潭钢衬塑管道、自动化生产线,使公司产品可以满足各用户的要求。 公司拥有技术的科技人员,专业的设备制作人员,工程安装施工人员,我公司运用现代化的高科技手段,不断创新,不断发展,致力于 湘潭钢衬塑管道、新技术的研发和生产。
【MPP管道】衬塑管制造生产销售")
【MPP管道】衬塑管制造生产销售")
三、取出加热板阶段
这个阶段用于取出加热板以便使要焊接的表面相接触。这个阶段的时间越短越好,尽可能地避免热量损失或外来物(灰尘、沙粒等等)落到待焊接的管端面上,引起焊接强度减少或焊接失败。
四、焊接阶段
这个阶段是MPP管道焊接端面被熔融材料的分子链在压力的作用下重新缠绕组合的过程,它以建立均匀的熔接环为完成标志。
五、冷却阶段
这个阶段用于避免各种可能导致连接强度减少的各种外力的干扰。
MPP管道中的热熔对接五个阶段都有自己的制作标准,所以在用户进行制作时,一定要提前了解清楚,从而保证管材的后续使用。
【MPP管道】衬塑管制造生产销售")
【MPP管道】衬塑管制造生产销售")
【MPP管道】衬塑管制造生产销售")
技术支持:k797.com